
The Society for Canadian Philately
The Goebel Press Era of Canadian Stamps
Ken Sargent with Leopold Beaudet
Page 1 - History | Timing | Stamp printing contract | Goebel
press configuration
Page 2 - Manufacturing the cylinders
Page 3 - Producing the stamps
Page 4 - The early months | Later production
Page 5 - People behind the Goebel press | Spoilage & production
approval | Afterthoughts | Acknowledgements | References
Producing the stamps
Both domestic and imported (Harrisons) paper stock was used on the Goebel press. The rolls of paper were always pregummed. Postage stamp paper does not require strength, and is made from shorter fibres that assist perforation and separation.
Because of different inking and wiping systems between CBN presses and the Goebel press, some printing difficulties occurred in the early stages, but these were soon corrected. Even the “direction” of the stamp on the two presses could be a factor. For example, the 8¢ QE II Centennial definitive was printed in sheet format by BABN and coil format by CBN. The sheet stamp was laid out sideways around the circumference of the cylinder, whereas the coil stamp was laid out vertically in the direction that the coil plate was bent. Each printer does best with its own engravings.
The inks used for the intaglio on the Goebel press were basically the same as those for sheet-fed presses, but adjusted for the plain white paper wipe on the Goebel press versus crimped kraft paper on sheet-fed presses. The gravure inks we purchased were all solvent based. The effluent could be flammable, but we had no problems with this.
The Goebel press printed the gravure colours first, one cylinder for each colour, and then the engraved colours, up to three from a single cylinder. The tagging was printed by gravure; thus, it was printed before the engraved colours. BABN printed four precancelled stamps. The precancel bars were printed by gravure; hence they were also printed before the engraved colours.
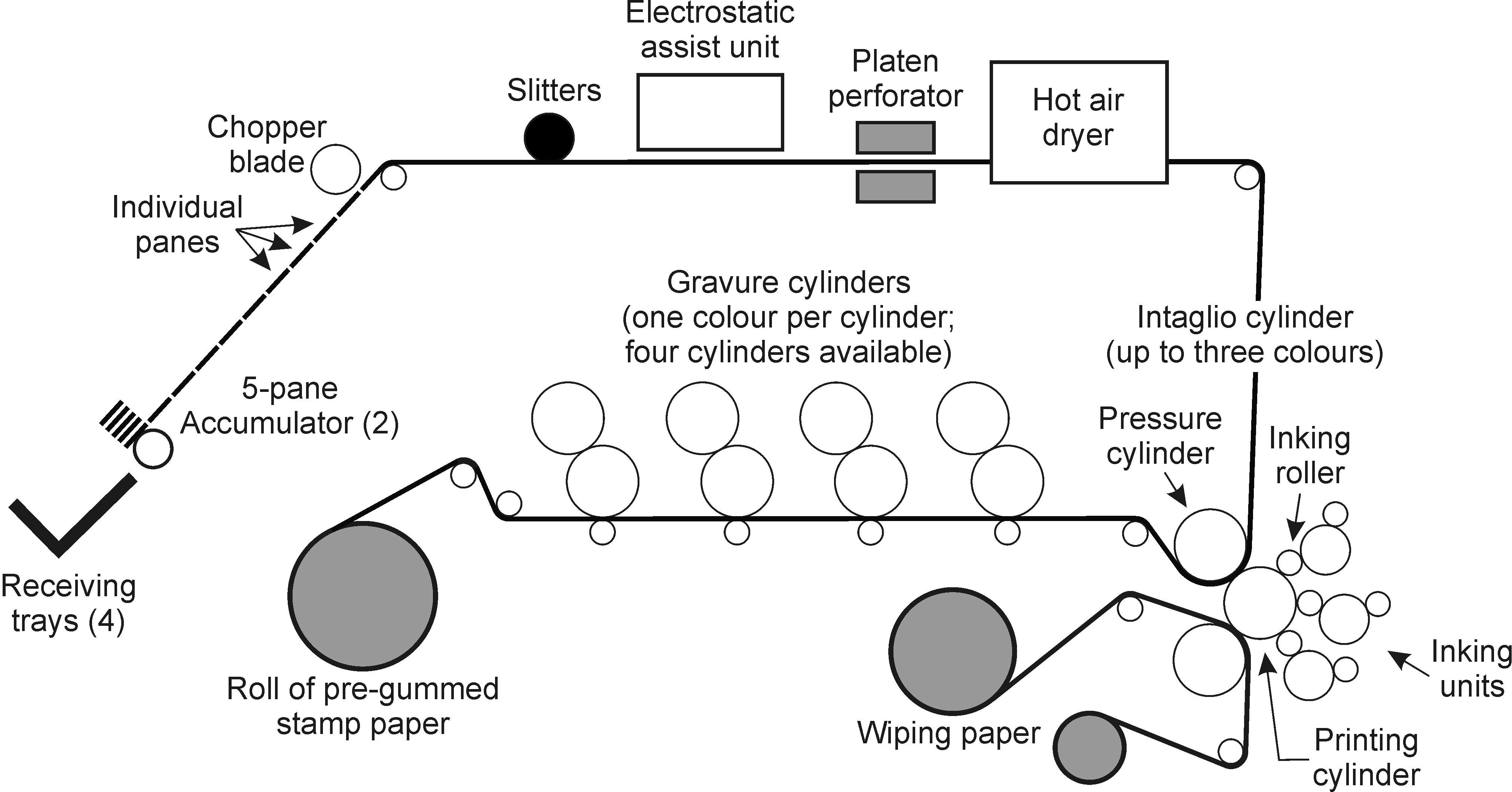
Sketch of the Goebel press layout. The roll of stamp paper is fed through the gravure and intaglio units. The web then travels to the top of the press where the ink is dried, and the web is perforated, slit into rolls, and, for sheet stamps, cut into individual panes.
|

|
|
On the left, side view of the Goebel press with the intaglio unit in the foreground.
|
|
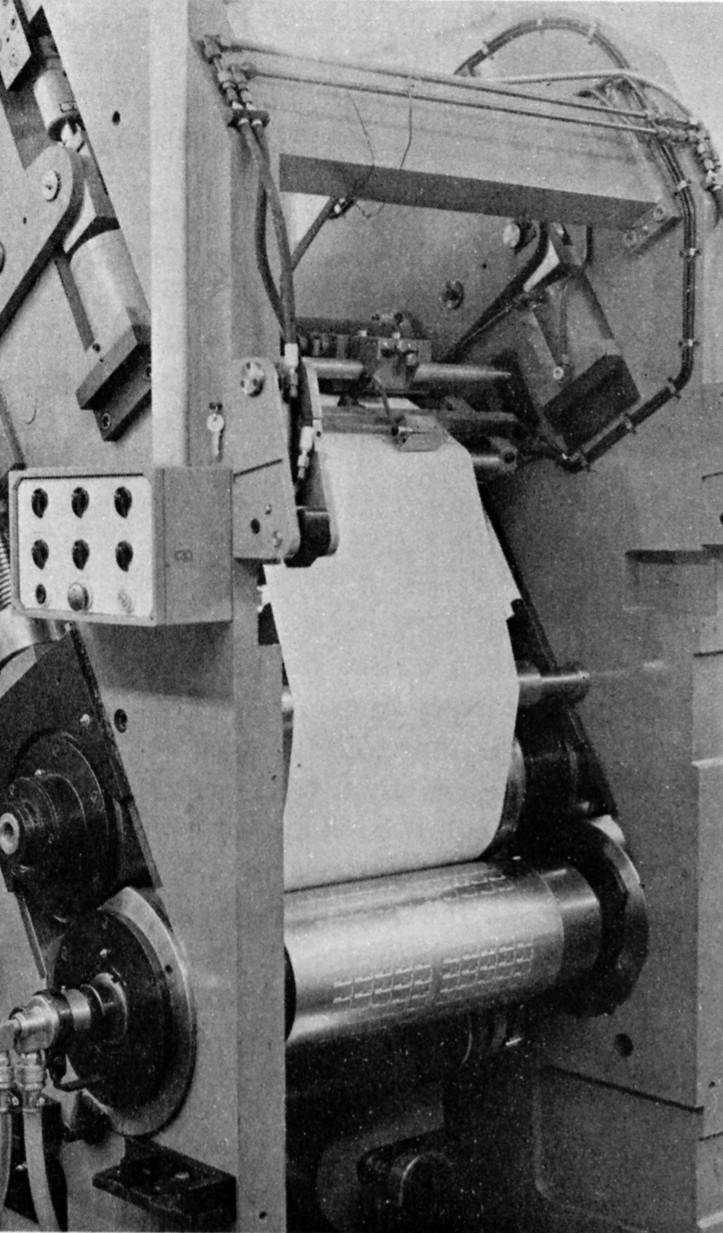
The web is printed by the intaglio cylinder and moves
up towards the hot air dryer.
|
One of the gravure units.
|
The Swedish Post Office created a fourth intaglio colour for their booklets containing a fourth denomination by “double inking” the fourth area to produce a distinct, darker colour. This was never tried on the Goebel press in Canada.
To perforate the stamps on the web, the Goebel press used a double platen system. A lower female platen was precisely drilled with all the necessary holes. The upper platen contained the perforating pins, held in position according to the stamp being printed.
The platens moved together with the printed web in between. While travelling at the exact speed of the web, the upper platen drops and rises, perforating the 2 pane by 100 stamp layout for the small size definitives (the layout was 2 by 50 for the double size commemoratives) in one action. Then the platens accelerated to the press speed again to complete the next block perforation, and on and on. The register, like all printing units, was controlled by print marks checked by “electric eyes”.
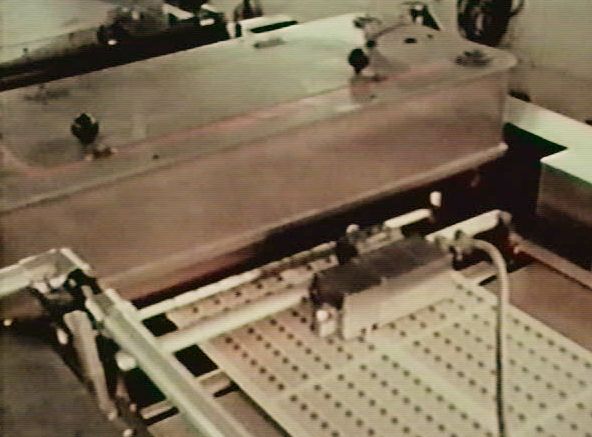
The metal box-like structure is the top half of the platen perforator. The web in the illustration has been perforated. [Source: Something Canadian]
A change in perforation spacing specification called for an entirely new platen. Initially the Post Office agreed to “perf 10” spacing, but this proved to be unsatisfactory. The gauge was changed to 12 by 12.5 about one year later for easier separation of stamps. Subsequently a perf 13 platen was introduced.
A security control numbering unit applied a number beside each pane in the selvedge area as the web passed through. Besides the security function of keeping track of the panes printed, this allowed the operators to know what quantity had been printed at any given time.
For the low value definitives and double size commemoratives such as the Nonsuch, there were two panes laid out side by side on the web. For the 1972 medium value Landscape definitives and stamps the size of the four 1978 CAPEX commemoratives, there was a single pane. The description that follows applies to stamps with two panes laid out side by side.
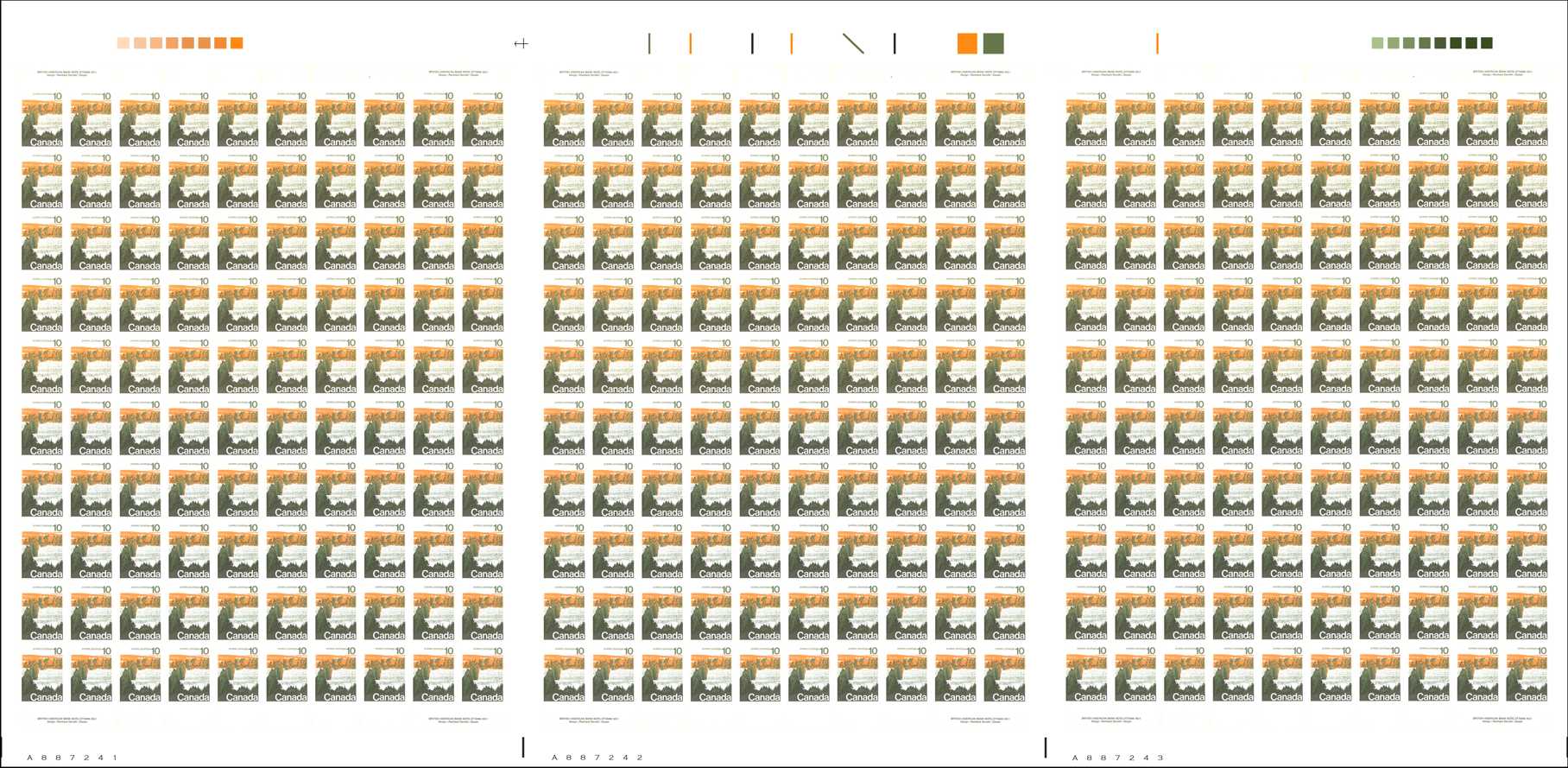
Digital reconstruction of the plate proof of the 1972 10¢ Landscape definitive. The low value definitives had two panes side by side on the web, but the 1972 Landscape medium value definitives had just a single pane. Note the marginal markings in the selvedge that was cut away by the slitters. A security control number appears in the bottom selvedge below the left side of each pane. [Source: Robin Harris]
The press was designed to deliver stamps in sheet form or in rolls to be incorporated into stamp booklets. For sheet stamps, after printing and perforating, slitter wheels slit the web into two rolls, each the width of a pane, and removed the excess selvedge. The two rolls were then cut into individual panes by chopper blades.
The delivery mechanism at the end of the press gathered five panes from each roll to be delivered as a lot to the receiving trays. The panes were conveyed into the open grippers on the Accumulator. When five panes had accumulated, the grippers closed, and with a 180-degree rotation delivered the panes to trays 1 and 2. At the same time, a second set of grippers began to receive the next two lots of five panes that in turn added to the piles in trays 1 and 2. After the 20th delivery, the receiving trays moved automatically, and piles 21 to 40 went into trays 3 and 4. Then the tray apparatus reversed and trays 1 and 2 began receiving again. There was ample time to remove the 100 pane lots before the next lots were received.
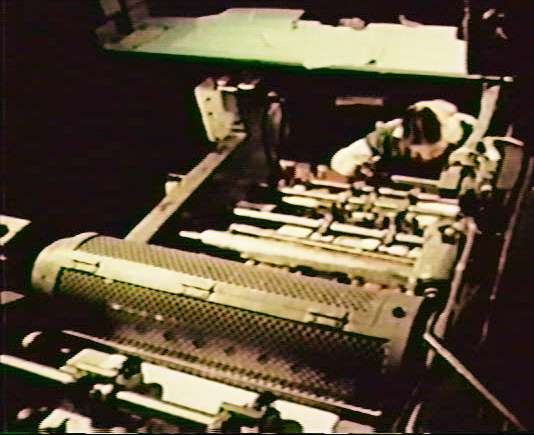
Top view of the delivery area. The web has been center-slit, cut into panes, and gathered into five-pane lots that are moving to the receiving trays. [Source: More Than Just a Pretty Face] |
The panes are delivered in lots of five to the receiving trays where the top pane is press-examined. After 20 deliveries, the tray table positions the empty trays to receive the next 100 panes. [Source: The Postmark] |
As a result of this delivery mechanism, an examiner could press-examine each fifth pane, and had a good chance of spotting any printing error or movement of the perforations.
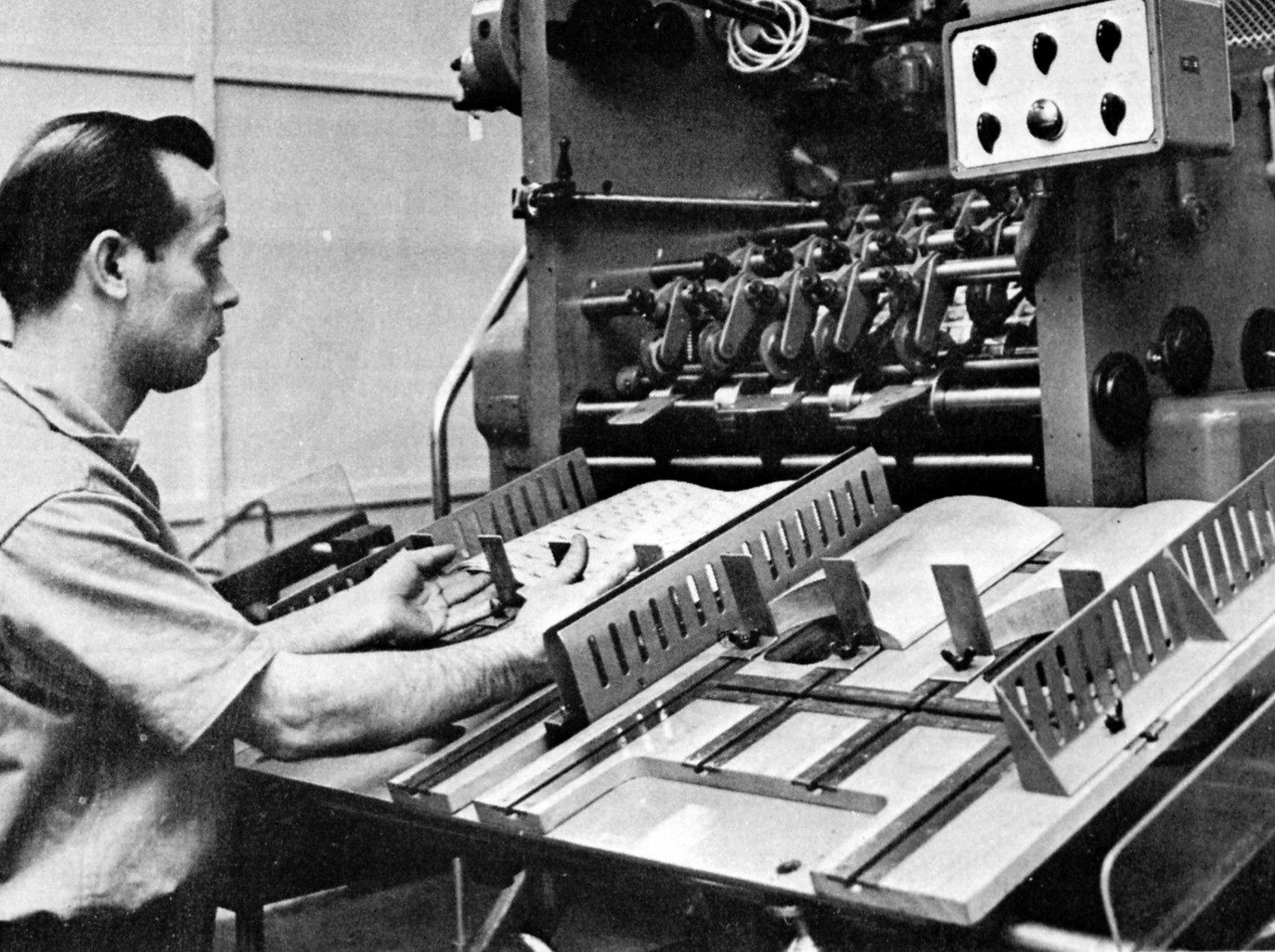
The panes were brought from the receiving trays to an examining table where they were examined for defects. They were then cellophane-wrapped in packages of 50 with a cardboard backing and shipped to the Post Office.
For stamp booklet rolls, the rewinding was slit into double booklet format, with the panes on each side in a tête-bêche arrangement. A blank stamp-wide space separated the stamps in the tête-bêche panes. This blank space was eventually slit in half and used to glue the stamps in the booklets. It became the booklet pane selvedge. As one half of the printed roll entered the booklet machine, the other half would be rewound to be in the correct format for it to be used.
The Goebel press did not operate continuously over the entire print run for a stamp issue. Stoppages had to occur to splice on a new roll of printing paper or a new roll of wiping paper before bringing the press back up to speed. Ideally these would be done at the same time.
Post office stock of the early definitives and commemoratives had straight edges on three sides of the pane. As I recall, Canada Post suggested this to eliminate the nuisance of selvedge edges of paper lying around. It was a simple matter to do on the Goebel press. Once the philatelic stock portion of an order with corner block imprints was completed, three outside rows of perforation pins were removed. Then the slitter wheels were relocated to run on those edge lines, and the sheet cutter moved to produce the third straight edge. Eventually, Canada Post asked that all stamps be fully perforated. The first commemorative in this format was the 1971 6¢ Papineau.
The system worked well with complicated layouts like rolls for booklets, but it did limit the size and shape options for designers.
Page 1 - History | Timing | Stamp printing contract | Goebel
press configuration
Page 2 - Manufacturing the cylinders
Page 3 - Producing the stamps
Page 4 - The early months | Later production
Page 5 - People behind the Goebel press | Spoilage & production
approval | Afterthoughts | Acknowledgements | References
About the author
Ken Sargent received a B. Sc. in Chemical Engineering from the University of Saskatchewan. In 1947, he came to BABN and began a 38-year career in the security printing industry. At the time of the Goebel press acquisition, he was Vice-President and General Manager. Ken was President of the Company for seven years prior to his retirement in 1985. He was a friend and supporter of the philatelic community as evidenced by a letter from Richard Malott on the occasion of his retirement.
Copyright © 2010 Ken Sargent and Leopold Beaudet
Web design copyright © 2013-2026 The British North America Philatelic Society.
The documents on this website are for informational and non-commercial or personal use only.
Documents on this website shall not be used on other websites or for commercial purposes without permission.
This page was last modified on 2025-04-25